Article Outline
- Introduction: Beyond Basic Color – The Strategic Power of Specialty Dyes
- The Competitive Edge: How Specialty Dyes Drive Innovation and Market Value.
- Defining “Specialty Dyes”: A Universe Beyond Standard Exhaust Dyeing.
- Key Decision Factors for Sourcing Managers: Performance, Cost, and Compliance.
- The Dye Application Matrix: Matching Process to Fiber and Function
- A Primer on Standard Dye Classes: Disperse (Polyester), Reactive (Cellulose), Acid (Wool/Nylon), etc.
- The Transition to Specialty: When Conventional Methods Hit Their Limits.
- Deep Dive into Key Specialty Dye & Colorant Technologies
- Mass Coloration (Dope Dyeing / Solution Dyeing):
- Process: Pigment integration at the polymer or spinning solution stage.
- Unmatched Benefits: Extreme color fastness, superior color consistency, massive water savings (>90% vs. conventional).
- Challenges & Costs: High MOQs, color change complexity, initial cost premium.
- Ideal For: High-performance synthetics (polyester, nylon), outdoor/technical textiles, automotive, sustainability-focused lines.
- Pigment Dyeing (Binder-Based Systems):
- Process: Fixing insoluble pigment particles to fiber surfaces with a polymer binder.
- Key Advantages: Universal fiber application (especially blends), unique vintage/washed effects, cost-effective for short runs.
- Performance Trade-offs: Can affect hand feel, lower abrasion/wash fastness compared to some exhaust dyes.
- Ideal For: Cotton/poly blends, fashion denim, fleece, heather looks.
- High-Fastness & Performance Dyes:
- Super High Energy Disperse Dyes: For automotive polyester (meeting ISO 105-B06 Xenon Arc Lightfastness >500 hours).
- Metal-Complex & Chromium-Free Acid Dyes: For nylon carpets (excellent wet fastness, meeting EPD/LVT requirements).
- Functional & Intelligent Dyes:
- Photochromic & Thermochromic: Change color with UV light or temperature.
- Fluorescent & Phosphorescent: High-visibility safety wear, novelty effects.
- Anti-Microbial Dyes: Incorporate silver ions or other biocides during dyeing.
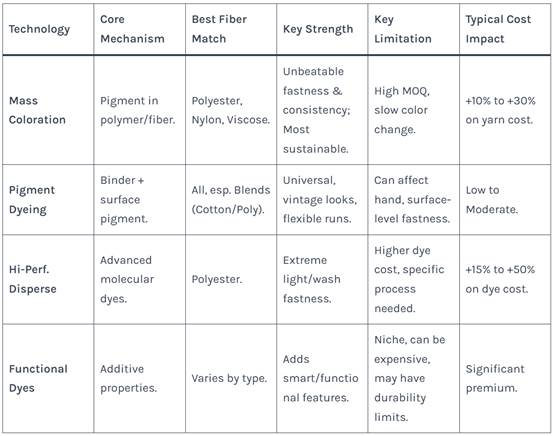
- Table 1: Comparative Analysis of Primary Specialty Dyeing Systems.
- Mass Coloration (Dope Dyeing / Solution Dyeing):
- Emerging & Niche Technologies for Yarn
- Digital Yarn Dyeing: Inkjet application for ultra-short runs, sampling, and unprecedented customization.
- Supercritical CO₂ Dyeing: A completely waterless process for polyester, with 95%+ dye uptake and solvent recovery.
- Bio-based & Natural Dyes (Advanced): Microbial pigments and stabilized plant extracts for high-end sustainable markets.
- Performance Testing & Compliance: Validating the Claim
- Critical Fastness Tests: Light (Xenon arc), Wash (ISO 105-C06), Crocking, Chlorine (for swimwear), Sublimation (for heat transfer).
- Eco-Certifications & Regulations: Oeko-Tex Standard 100, bluesign®, ZDHC MRSL, REACH SVHC compliance.
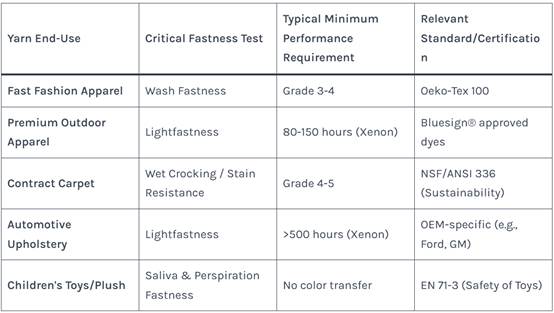
- Table 2: Application-Specific Fastness Requirements & Test Standards.
- Cost-Benefit Analysis & Total Value of Ownership (TVO)
- Table 3: Total Value Analysis: Conventional vs. Key Specialty Dyeing Routes.
- Analyzing direct costs (dyes, utilities), indirect costs (water treatment, changeover time), and value-added benefits (durability, sustainability premium).
- Sourcing Strategy & Supplier Collaboration
- Key Questions for Your Dyehouse or Yarn Supplier:
- What is your experience and capability with [specific technology]?
- Can you provide batch-specific test reports for fastness claims?
- What is your chemical management system (bluesign®/ZDHC compliance)?
- What are the realistic MOQs and lead times for dope-dyed yarns?
- Key Questions for Your Dyehouse or Yarn Supplier:
- Future Trends: The Next Generation of Color
- AI-Driven Color Matching & Recipe Optimization.
- DNA-Tagged Dyes for Supply Chain Transparency and Anti-Counterfeiting.
- Self-Cleaning & Air-Purifying Photocatalytic Dye Systems.
- Conclusion: Making an Informed Strategic Choice
- FAQ: Frequently Asked Questions
What Are the Special Dyes for Yarn? A Strategic Guide for Textile Sourcing
1. Introduction: Beyond Basic Color – The Strategic Power of Specialty Dyes
For textile sourcing managers and product developers, color is a primary driver of consumer choice and brand identity. However, What Are the Special Dyes for Yarn? in today’s competitive market, achieving the right shade is just the starting point. The true differentiator lies in how that color is applied and what performance it delivers. This is the domain of specialty dyes—advanced coloration technologies that solve specific problems, unlock new aesthetics, and deliver tangible value that standard exhaust dyeing cannot.
Whether you are developing high-performance athletic wear, durable contract carpets, legally compliant children’s toys, or the next fashion trend, understanding these technologies is non-negotiable. They impact everything from product durability and safety compliance to environmental footprint and cost predictability. This guide moves beyond the chemistry lab to provide a commercial and technical framework for selecting the right specialty dye technology for your yarn and end-product.
2. The Dye Application Matrix: Matching Process to Fiber and Function
To appreciate specialty dyes, one must first understand the baseline. Conventional dyeing methods, like exhaust dyeing, involve immersing yarn in a bath where dye molecules migrate and bond to the fiber. This works well for many applications but has inherent limitations: water intensity, color variability, and performance ceilings.
Specialty dyeing technologies are employed when you need to transcend these limits:
- When extreme durability is required (e.g., automotive fabrics exposed to years of sunlight).
- When unprecedented color consistency is critical across massive production runs.
- When sustainability is a core product attribute and water usage must be minimized.
- When unique aesthetic or functional effects are desired (color-shifting, UV glow, antimicrobial properties).
3. Deep Dive into Key Specialty Dye & Colorant Technologies
A. Mass Coloration (Dope Dyeing / Solution Dyeing)
This is not a “dyeing” process in the traditional sense, but a pigmentation process integrated into polymer or fiber production.
- Process: For synthetics like polyester or nylon, masterbatches of concentrated pigments are mixed with the polymer chips before melting and extrusion. For viscose or acrylic, pigments are added to the spinning solution.
- Unmatched Advantages:
- Extreme Fastness: The colorant is locked inside the fiber, making it virtually impervious to fading from light, washing, or chlorine. Lightfastness ratings are often 2-3 grades higher than conventional dyeing.
- Superior Consistency: Eliminates batch-to-batch variation, a critical factor for large orders and color matching across different production dates.
- Revolutionary Sustainability: Uses over 90% less water and about 50% less energy than conventional dyeing, with significantly reduced chemical effluent. This is a cornerstone of “eco-friendly” textile claims.
- Considerations: High MOQs (justifying a full polymer run), long lead times for color changes, and an initial cost premium of 10-30% on the yarn. However, this is often offset by savings in downstream water, energy, and color-correction costs.
B. Pigment Dyeing (Binder-Based Systems)
- Process: Insoluble pigment particles (not dyes) are fixed to the surface of the yarn using a polymeric binder resin in a pad-dry-cure process.
- Key Advantages:
- Fiber Agnostic: Can be applied to any fiber or, most usefully, complex blends (e.g., 50/50 cotton-polyester) in a single pass, achieving a uniform shade.
- Unique Aesthetics: Creates the popular heather, vintage, or garment-washed looks by partially covering the yarn surface.
- Operational Flexibility: Excellent for shorter runs and quick color changes compared to dope dyeing.
- Trade-offs: The binder can stiffen the hand feel if not carefully formulated. Abrasion and wash fastness, while good, are generally lower than with high-quality exhaust or dope dyeing, as the color sits on the surface.
C. High-Fastness & Performance Dyes
These are specially engineered chemical molecules within traditional dye classes.
- Super High Energy Disperse Dyes: Designed for polyester that must withstand extreme conditions. For example, automotive interior fabrics require lightfastness testing per ISO 105-B06 exceeding 500-1000 hours of Xenon arc exposure. Standard dyes fail catastrophically at this level.
- Metal-Complex Acid Dyes (and Modern Chromium-Free Alternatives): Essential for nylon yarns used in carpets and upholstery. They provide exceptional wet fastness to prevent staining from spills, meeting stringent commercial specifications like the LVT (Luxury Vinyl Tile) staining test.
D. Functional & Intelligent Dyes
This category adds functionality beyond color.
- Photochromic/Thermochromic: Used in novelty apparel, mood-sensitive textiles, or brand security features. The color change is often reversible.
- Fluorescent: Critical for high-visibility safety wear (EN ISO 20471). They absorb UV light and re-emit it as intense, visible color, making the wearer conspicuous in low-light conditions.
- Anti-Microbial Dyes: Incorporate substances like silver salts during the dyeing process to create yarns that inhibit odor-causing bacterial growth, used in activewear, socks, and healthcare textiles.
Table 1: Comparative Analysis of Primary Specialty Dyeing Systems
4. Emerging & Niche Technologies for Yarn
- Digital Yarn Dyeing: Imagine dyeing a 1-kg yarn sample to an exact Pantone color in hours. Inkjet technology is being adapted for yarn, enabling mass customization, drastic reduction in sample lead times, and zero water waste for sampling.
- Supercritical CO₂ Dyeing: A closed-loop system where CO₂ becomes a solvent to carry dyes into polyester yarn. It uses no water, and over 95% of the CO₂ and unused dye is recovered and reused. It’s commercially viable for high-end performance markets.
- Advanced Natural Dyes: Moving beyond rustic looks, new technologies use microbial fermentation to produce stable, vibrant pigments or encapsulate plant extracts for improved fastness, targeting the luxury eco-market.
5. Performance Testing & Compliance: Validating the Claim
Never accept marketing claims without data. For specialty dyes, testing is paramount.
- Lightfastness (Xenon Arc): The gold standard. 40-80 hours is good for apparel; 150+ is for home furnishing; 500+ is for automotive.
- Wash Fastness (ISO 105-C06): Measures color loss and staining to other fabrics. A grade of 4-5 is typically required for quality apparel.
- Regulatory Compliance: Oeko-Tex Standard 100 is a baseline safety certification. bluesign® approval indicates sustainable chemical management from input to output.
Table 2: Application-Specific Fastness Requirements
6. Cost-Benefit Analysis & Total Value of Ownership
Table 3: Total Value Analysis: Conventional vs. Key Specialty Routes

7. Sourcing Strategy & Supplier Collaboration
Your dyehouse or yarn supplier is a key innovation partner. Vet them rigorously:
- “Can you show me a dope-dyed yarn color card and provide GRS certification for the rPET content?”
- “For this automotive yarn, can you provide a third-party test report showing Xenon arc lightfastness to 600 hours?”
- “What is your recipe management system to ensure the same ‘Heather Grey’ for my 50/50 blend matches in June and December?”
8. Future Trends
The future is digital and intelligent. AI-powered color matching will reduce lab-dip cycles from weeks to hours. Molecular tagging of dyes will allow brands to verify authenticity and recycled content at the fiber level. Research into photocatalytic dyes that break down air pollutants when exposed to light is underway.
9. Conclusion: Making an Informed Strategic Choice
Selecting a specialty dye technology is a strategic investment. It requires shifting the conversation from “cost per pound of yarn” to “total value and cost of ownership.”
- For unrivaled durability and sustainability: Mass coloration (dope dyeing) is the ultimate solution for synthetic yarns, despite its higher initial cost and MOQ.
- For unique fashion effects and blend uniformity: Pigment dyeing offers unmatched flexibility and aesthetic control.
- To meet extreme technical specifications: High-performance dyes within traditional classes are non-negotiable.
By understanding these technologies and demanding verifiable proof of performance, you can de-risk your supply chain, create products that stand the test of time and regulation, and build a brand known for quality and innovation.
10. FAQ
Q1: Is dope-dyed yarn more expensive? Why would I choose it?
A: Yes, the yarn itself carries a premium of 10-30%. However, you choose it for Total Value: 1) Eliminates downstream dyeing costs (water, energy, chemicals, labor). 2) Guarantees perfect color consistency across seasons and factories. 3) Provides the best sustainability story with 90% less water used. 4) Offers superior product longevity due to exceptional color fastness. For high-volume, color-staple items or eco-conscious lines, the TCO is often favorable.
Q2: Can I get heather or melange effects with dope dyeing?
A: Not directly. True heather effects are created by combining yarns of different colors (e.g., white and grey) or through pigment dyeing which unevenly coats the yarn. Dope dyeing produces a solid, uniform color throughout the fiber. To achieve a heather look with dope-dyed yarn, you must physically blend differently colored dope-dyed yarns during spinning or plying.
Q3: Are “natural dyes” considered specialty dyes? Can they meet performance standards?
A: Traditional natural dyes (from plants, insects) are specialty in terms of source but often lack performance (poor light/wash fastness) and reproducibility. Advanced bio-based dyes, produced via biotechnology for consistency, are the emerging specialty segment. They can be engineered to meet higher standards but currently command a very high price premium for the luxury/sustainable market.
Q4: What is the most important question to ask a supplier about a specialty dye’s performance?
A: “Can you provide a recent, third-party laboratory test report for this specific yarn batch, verifying the claimed fastness property (e.g., lightfastness to XX hours)?” Certificates of “compliance” are not enough. Insist on batch-specific test data.
Q5: How do I know if my product needs a high-fastness dye?
A: Analyze the end-use environment. Will it be exposed to:
- Intense or prolonged sunlight? (Automotive, outdoor furniture, curtains) → Requires high lightfastness dyes.
- Frequent washing or abrasion? (Uniforms, workwear, children’s items) → Requires high wash/crocking fastness.
- Chlorine or perspiration? (Swimwear, activewear) → Requires specific resistant dyes.
If the answer to any of these is “yes,” standard dyes are a risk. Consult your dye supplier early in the development process.